Tool paths should be generated immediately prior to cutting to ensure bit numbers have not changed.
If a tool path takes a long time to generate and/or must be generated in advance, make sure to verify each tool number in the operation vs the tools installed in the machine before starting a cut.
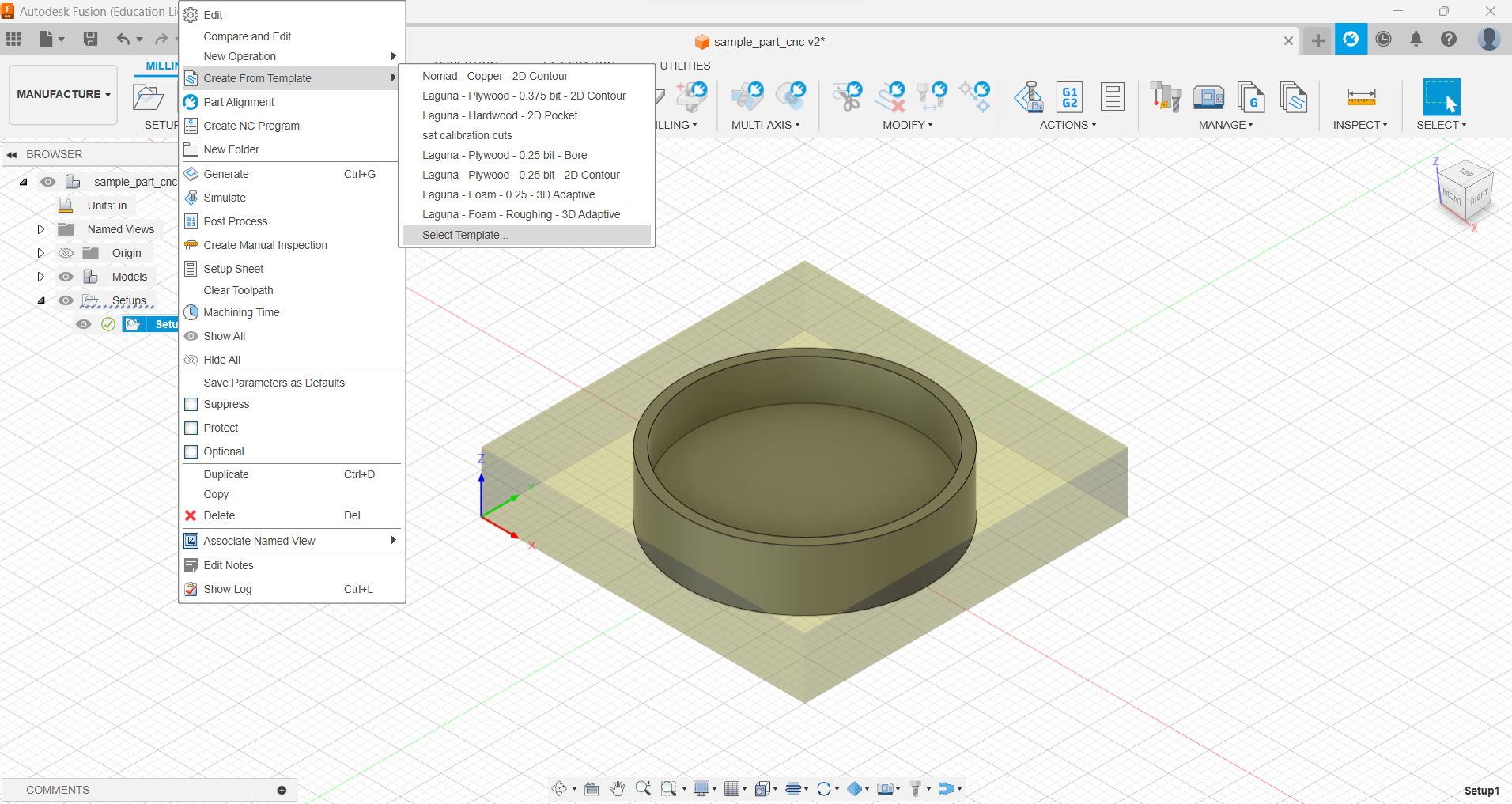
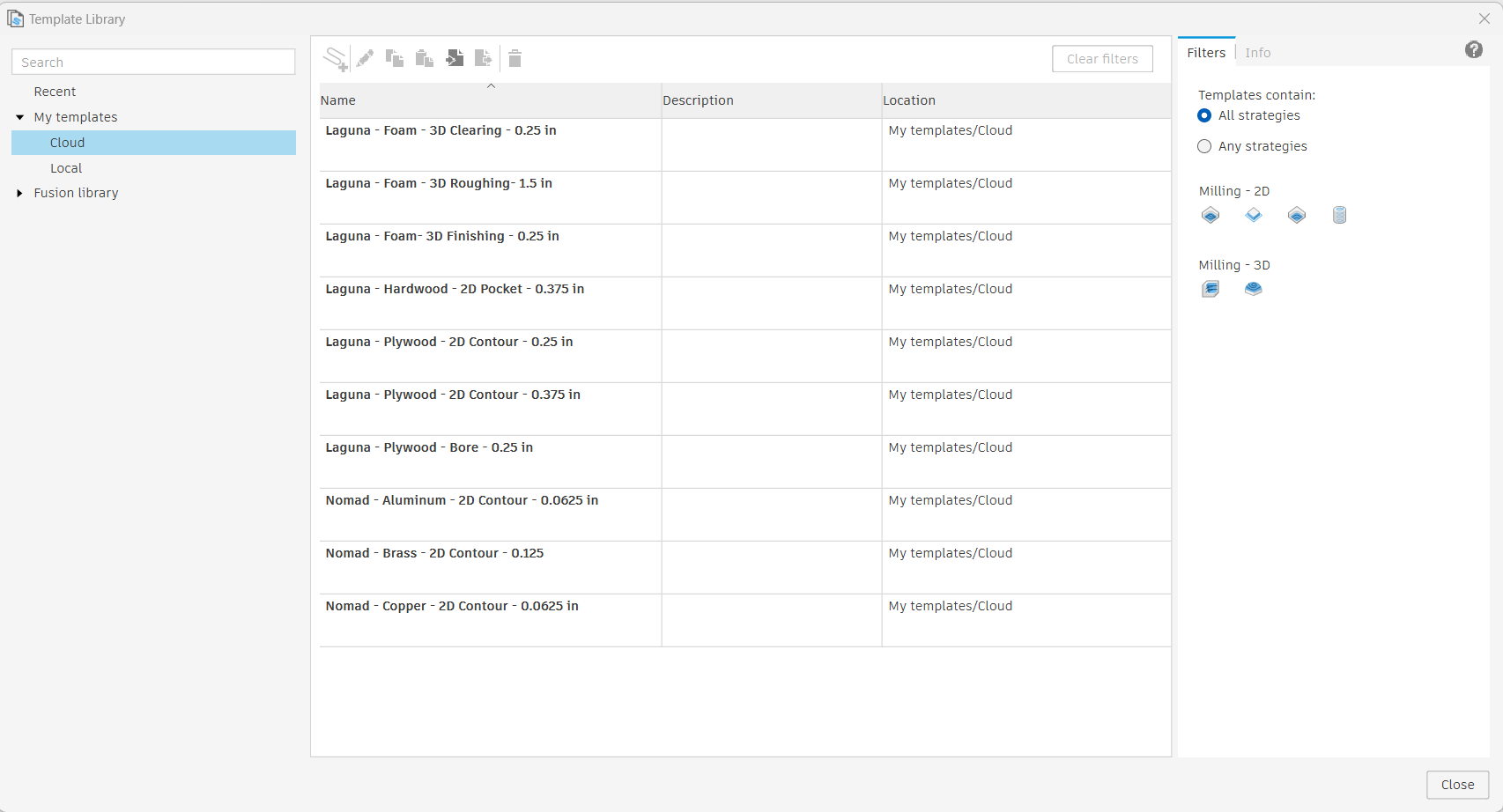
Utilize template & bit library via Fusion 360 teams (requires invite to proto team) as much as possible
When selecting a contour cut, pay attention to which side of the cut line the bit is on (indicated w/ a red arrow). Clicking on the red arrow will change where the bit cuts relative to the indicated contour line.
Toolpaths from Scratch
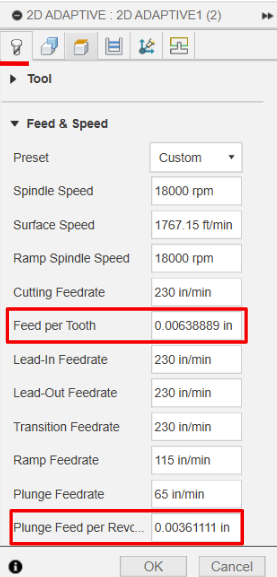
2D Adaptive preferred over 2D Pocket, high speed machining (HSM) limits how much of the bit is cutting at a given time, improving tool life and reducing breakage
Indicates how much material is each revolution by each cutting edge when the machine is performing a normal cut, typical values range from (0.002 to 0.01”)
Plunge Feed per Revolution
Same as feed per tooth but specific to vertical cutting/drilling, end mills have different geometry than drill bits and are not as efficient cutting straight down into material. Typical values are ~50% of the feed per tooth value (0.001 to 0.005”)
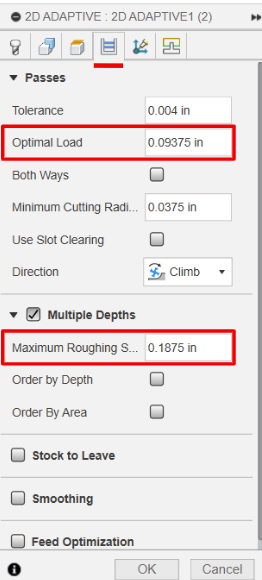
Passes Tab
Optimal Load
Indicates the maximum amount of tool engagement, as a rule of thumb this value should be approximately 25% of the tool diameter
For example, a good starting point for a 3/8” endmill is 0.09375” (0.375 * 0.25)
This value can be increased or decrease when machining harder/softer materials (lower for hard materials, higher for soft materials)